DL T 752 2001 火力发电厂异种钢焊接技术规程4
时间:2012-5-28 14:42:50 作者:标准吧 来源:DL 阅读:1554次
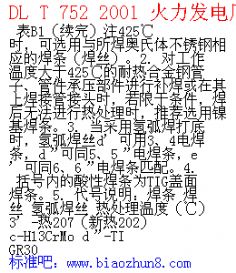
表B1(续完)
|
注 425℃时,可选用与所焊奥氏体不锈钢相应的焊条(焊丝)。2. 对工作温度大于425℃的耐热合金钢管子、管件承压部件进行补焊或在其上焊接管接头时,若限于条件,焊后无法进行热处理时,推荐选用镍基焊条。 3. 当采用氢弧焊打底时,氢弧焊丝d’可用3、4电焊条,d”可同5、5”电焊条,e’可同6、6”电焊条匹配。 4. 括号内的酸性焊条为TIG盖面焊条。 5. 代号说明: 焊条 焊丝 氢弧焊丝 热处理温度(℃) 3’-热207(新热202) c-H13CrMo d”-TIGR30 A-一般不进行热处理 4-热307(新热302) d-H08CrMoV d”-TIGR31 B-620~670 5-热317(新热312) e-H08Cr2Mo1 e’-TIGR40 C-650~700 5’-热337 f-H08Cr2MoVNb D-670~720 6-热407(新热402) g-H16Cr10MoNiV E-720~750 6’-热347 h-Inconel 82 AVS F-750~780 ERNiCr3 6”-新热347 i-H1Cr19Ni9Mo 7-热507 8-热707 8’-热817 9-奥302、奥307、奥402、奥407 10-奥132、奥137 |

下载说明:
1.请先分享,再下载
2.直接单击下载地址,不要使用“目标另存为”
3.压缩文件请先解压
4.PDF文件,请用PDF专用软件打开查看
5.如果资料不能下载,请联系本站