DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 4
附录A
(资料性附录)
常用金属材料性能
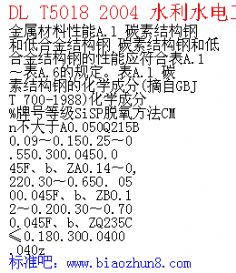
A.l 碳素结构钢和低合金结构钢
碳素结构钢和低合金结构钢的性能应符合表A.1~表A.6的规定。
表A.l 碳素结构钢的化学成分(摘自GBJT 700-1988)
|
|
|
化学成分% |
| |||||
|
牌号 |
等级 |
|
|
Si |
S |
P |
脱氧方法 | |
|
C
|
Mn
|
不大于 | ||||||
|
|
A |
|
|
|
0.050 |
|
| |
|
Q215
|
B
|
0.09~0.15
|
0.25~0.55
|
0.30
|
0.045 |
0.045
|
F、b、Z
| |
|
|
A
|
0.14~0,22
|
0.30~0.65
|
|
O.050
|
0.045 |
F、b、Z
| |
|
|
B |
O.12~0.20 |
0.30~0.70 |
0.045 |
F、b、Z | |||
|
Q235
|
C |
≤0.18 |
|
0.30
|
O.040 |
0.040 |
z | |
|
D |
≤0.17 |
0.35-0.80
|
0.035 |
0.035 |
TZ | |||
|
|
A |
|
|
|
0.050 |
|
| |
|
Q255
|
B
|
0.18~0.28
|
0.40~0.70
|
O.30
|
0.045 |
0.045
|
Z
| |
| 235A、B级沸腾钢锰含量上限为0.60%,含硅量不大于0.07%。 | ||||||||
71




A.2 不锈钢及不锈钢复合钢板性能
不锈钢及不锈钢复合钢板性能应符合表A.7―表A.10的规定。
表A.7奥氏体不锈钢的化学成分(摘自GB/T4237-1992)
|
|
化学成分% | |||||||
|
牌号
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Mo |
|
OCr18Ni9 |
≤0.08 |
≤1.00 |
≤2.00 |
≤0.035 |
≤0.030 |
9.00~13.00 |
18.00~20.00 |
― |
|
1Cr18Ni9 |
≤0.15 |
≤1.00 |
≤2.00 |
≤0.035 |
≤0.030 |
8.00~10.00 |
17.00~19.00 |
― |
|
OCr18Ni1OTi |
≤0.08 |
≤l.00 |
≤2.00 |
≤0.035 |
≤0.030 |
9.00~13.00 |
17.00~19.00 |
― |
|
lCr18Ni9Ti |
≤0.12 |
≤1.00 |
≤2.00 |
≤0.035 |
≤0.030 |
9.00~13.00 |
17.00~19.00 |
― |
表A.8奥氏体不锈钢经固溶处理的力学性能(摘自GB/T4237-1992)
|
|
拉力试验 |
硬度试验 | ||||
|
牌号
|
屈服强度 MPa |
抗拉强度 MPa |
伸长率 % |
HB
|
HRB
|
HV
|
|
OCr18Ni9 |
≥205 |
≥520 |
≥40 |
≤187 |
≤90 |
≤200 |
|
lCr18Ni9 |
≥205 |
≥520 |
≥40 |
≤187 |
≤90 |
≤200 |
|
OCr18Ni1OTi |
≥205 |
≥520 |
≥40 |
≤187 |
≤90 |
≤200 |
|
1Cr18Ni9Ti |
≥205 |
≥520 |
≥40 |
≤187 |
≤90 |
≤200 |



表A.9不锈钢复合钢板复层、基层材料标准(摘自GB/T8165-1997)
|
复层材料 |
基层材料 | ||
|
l 标准号
|
GB/T3280 GB/T4237 |
标准号
|
GB3274 GB713 GB3531 GB6654 YB (T) 40 YB (T) 41 |
|
复层材料 |
基层材料 | ||
|
典型钢号
|
OCr13 OCr13A1 OCr17 OCr17Ti OCr18Ni9 OCr18NilOTi OOCr19Nil0 OCr17Ni12Mo2 OOCr17Ni12Mo2 OOCr18N15Mo3Si2 |
典型钢号
|
Q235-A Q235-B 20 20R 20g 16MnR 15CrMoR
|
表A.10 不锈钢复合钢板面积结合率(摘自GB/T8165-1997)
|
界面结合级别
|
类别
|
结合率
% |
未复合状态
|
|
I级
|
BI BRI RI |
100
|
不允许有未结合区存在
|
|
Ⅱ级
|
BⅡ BRⅡ RⅡ |
≥99
|
单个未结合区长度不大于50mm,面 积不大于20cm2
|
|
Ⅲ级
|
BIII BRII1 RIII |
≥95
|
单个未结合区长度不大于75mm.面 积不大于45cm2
|
|
注1:不锈钢复合钢板的复合率达不到表A.10规定时,允许对复合缺陷的复层进行熔焊修补,这种修补应满足以下要求。 注2:按未结合面积与总面积的比率,以及单个未结合面积的大小和个数将复合钢板分为I级、Ⅱ级和Ⅲ级,l级复合钢板适用于不允许有未结合区存在的、加工时要求严格的结构件上,Ⅱ级复合钢板适用于可允许有少量未结合区存在的结构件上。Ⅲ级复合钢板适用于复层材料只作为抗腐蚀层来使用的一般结构件上。 注3:代号B为爆炸法、R为轧制法、BR为爆炸和轧制。 | |||
表A.11 不锈钢复合钢板力学性能
|
性能
级别
|
界面抗剪切强度 MPa ≥ |
屈服点 MPa
|
抗拉强度 MPa
|
伸长率
%
|
冲击功
J
|
|
l级 Ⅱ缓 |
210
|
不小于基 |
不小于基层 钢板标准下 |
不小于基 |
应符合基 |
|
Ⅲ级
|
200
|
层钢板标 准值
|
限值,且不 大于上限值 35MPa |
层钢板标 准值
|
层钢板的 规定
|
|
注①:复合钢板和钢带的屈服点下限值亦可按公式(A.1)计算: 式中: 注②:复合钢板和钢带的抗拉强度下限值亦可按公式(A.2)计算:
式中: 注③t当复层伸长率标准值小于基层标准值、复合钢板伸长率小于基层、但又不小于复层标准值时,允许剖去复层仅对基层进行拉伸试验,其伸长率应不小于基层标准。 注④:复合钢板复层不傲冲击功试验。 | |||||





 (A.1)
(A.1) ――复层钢板的屈服点下限值,MPa;
――复层钢板的屈服点下限值,MPa; ――基层钢板的屈服点下限值,MPa:
――基层钢板的屈服点下限值,MPa: ――复层钢板的厚度,mm;
――复层钢板的厚度,mm; ――基层钢板的厚度,mm。
――基层钢板的厚度,mm。 (A.1)
(A.1) ――复层钢板的抗拉强度下限值,MPa;
――复层钢板的抗拉强度下限值,MPa; ――基层钢板的抗拉强度下限值,MPa;
――基层钢板的抗拉强度下限值,MPa; ――复层钢板的厚度,mm;
――复层钢板的厚度,mm; ――基层钢板的厚度,mm。
――基层钢板的厚度,mm。
表A.12 不锈钢复合钢板弯曲性能
|
厚度 |
试样宽度 |
弯曲 |
弯芯直径d |
试验结果 | ||
|
mm |
mm |
角度 |
内弯 |
外弯 |
内弯 |
外弯 |
|
≤25
|
b=2a
|
180
|
a< 20mm d=2a
a≥20mmd=3a |
a< 20mm d=2a
a≥20mmd=3a |
在弯曲部分 的外侧不得 | |
|
>25
|
b=2a
|
180
|
加工基层厚度至 25mm,弯芯直径 按基层钢板标准 |
加工基层厚度至 25mm,弯芯直径按 基层钢板标准 |
产生裂纹; 复合界面不 允许分层 | |
|
注:a为复合钢板厚度。 | ||||||


A.3普通碳素钢和低合金钢热轧厚钢板表面质量
普通碳素结构钢和低合金结构钢热轧厚钢板表面质量应符合下列规定(摘自GB/T3274-1988):
l 钢板表面不得有气泡、结疤、拉裂、折叠、夹杂和压入的氧化皮。钢板和钢带不得分层口
2 钢板表面允许有不妨碍检查表面缺陷的薄层氧化皮铁
锈,由于压入氧化铁皮脱落所引起的不显著的粗糙、划痕、轧辊造成的网纹及其他局部缺陷,但凹凸度不得超过钢板厚度公差之半,对低合金钢板并应保证不超过钢板允许的最小厚度。
3 钢板表面的缺陷不允许焊补和堵塞,应用凿子和砂轮清理。清理处应平缓无棱角,清理深度不得超过钢板厚度负偏差的范围,对低合金钢板并应保证不超过钢板允许的最小厚度。
4切边钢板的边缘不得有锯齿形凹凸,但允许有深度不大
于2mm、长度不大于25mm的个别发纹。
5根据供需双方协议,厚度大于10mm的钢板可逐张进行
超声波检验,检验方法由双方明确规定。
注1:钢板的尺寸、外形、重量及其允许偏差应符合GB709的规定。
注2:适用于4mm~200mm的普通碳素钢和低合金结构热轧厚钢板。
DL/T 5018 - 2004
附录B
(规范性附录)
不锈钢复合钢焊接工艺评定
B.1 总 则
B.1.1 本工艺评定规定适用于轧制法、爆炸轧制法、爆炸法和堆焊法生产的不锈钢制品。
B.1.2 不锈钢复合钢的焊接工艺评定除遵守本规定外,尚应遵守本规范4.1“焊接工艺评定”条文中有关规定。
B.2焊接工艺评定规则
B.2.1 试件应以不锈钢复合钢(包括基层和复层)制备。
B.2.2 经评定合格的焊接工艺适用于焊件(包括母材和焊缝金属)厚度有效范围,应按试件的复层和基层厚度分别计算。
B.2.3 经评定合格的焊接工艺适用于焊件复层焊缝金属厚度有效范围的最小值,为试件复层焊缝金属厚度。
B.2.4试样进行拉伸和弯曲试验时,不锈钢复合钢焊接接头(包括基层、过渡焊缝和复层)都应得到检验,冲击试验只检验基层部分的焊接接头。
l 拉伸试样应包括复层和基层的全厚度。
2 当过渡焊缝和复层焊缝焊接工艺评定重要因素不同时应取4个侧弯试样;当过渡焊缝和复层焊缝焊接工艺评定重要因素相同时尽量取侧弯试样,也可以取2个背弯试样和2个面弯试样。背弯试验时基层焊缝金属受拉伸。
弯曲试验尺寸见表B.1 0
3只在基层焊缝区及热影响区做冲击试验。
表B.1 弯曲试验尺寸
|
弯曲试样类剥
|
试样厚度S
mm |
弯心直径
mm |
支座面距离
mm |
弯曲角度
|
|
侧弯试样 |
10 |
40 |
63 |
|
|
面弯、背弯试样 |
S |
4S |
6S+3 |
180
|

B.2.5力学性能试验的合格指标
1 拉伸试验:每个试样的抗拉强度%应满足附录A中表A.11“复合钢板力学性能”附注中公式(A.2)的计算结果。
2弯曲试验:试样弯曲到规定的角度后,拉伸面上任何方向不得有长度大于3mm的任一裂纹或缺陷,试样的棱角开裂不计D对轧制法、爆炸轧制法、爆炸法生产的不锈钢复合钢侧弯试样复合界面未结合缺陷的分层,裂纹允许重新取样试验口
3冲击试验:每个区3个试样为一组的常温冲击吸收功平均值应符合图样或相关技术文件规定,且不小于27J,至多允许有1个试样的冲击吸收功低于规定值,但不低于规定值的70%。
附录C
(规范性附录)
焊接工艺评定力学性能试板的制备、
试样尺寸、试验方法及合格标准
C.1 对接接头试件制备
C.l.l 板状对接接头试件尺寸应满足切取所需试样,试样切取部位见图C.1。
C.1.2试件焊完后应作外观检查、X射线探伤,合格后再作力
学性能试验。
C.1.3外观检查应符合表4.4.1有关规定。
C.1.4 试件的射线探伤按GB/T3323的规定、射线照相的质量应不低于AB级,焊缝质量不低于II级;试件的超声波探伤应按GB/T11345的规定,检验等级为B级,焊缝质量不低于I级。
C.1.5硬度测定应按图C.2所示位置测定。
C.2 对接接头力学性能试样的形状和尺寸
C.2.1 拉伸试样
1对接接头的试样可选用带肩板状试样;
2带肩板状试样如图C.3所示:
3试样的焊缝余高应以机械方法去除,使之与母材齐平,
试样厚度应等于或接近试件母材厚度6。
4厚度小于或等于30mm的试件,采用全厚度试样进行试验。
C.2.2 弯曲试样
1 纵、横向面弯、背弯试样尺寸和表面粗糙度应符合图C.4规定一横向侧弯试样尺寸见图C.5规定:

图C.l 试验切取部位
测定线

――线处两相邻压痕中心间距:l.Omm
一线处两相邻压痕中心间距:0.5mm
图C.2硬度测定位置

S-一试样厚度,mm; W-试样受拉伸平行侧面宽度,大于或等于25mm;
 ――焊缝最大宽度,mm;
――焊缝最大宽度,mm; ――夹持部分长度,根据试验机夹具而定,mm。
――夹持部分长度,根据试验机夹具而定,mm。
图C.3对接接头带肩板状试样图

(a)板材横向面弯试验;(b)板材横向背弯试验;(c)扳材纵向面弯和背弯试验
图C.4板材纵、横向面弯及背弯试样

图C.5板材横向侧弯试样
2纵、横向面弯、背弯试样长度 mm (式中D――弯心直径mm),横向侧弯试样长度
mm (式中D――弯心直径mm),横向侧弯试样长度 105mm,最小为150mm;
105mm,最小为150mm;
3试样宽度B=38mm,横向侧弯试样宽度此时为试件厚度
方向;
4试样拉伸面棱角R<20
C.2.3 冲击试样
l 以10mm×10mm×55mm带有V型缺口的试样为标准试
样,试样的尺寸及偏差应符合图C.6的规定,试样缺口底部应光滑,不得有与缺口轴线平行的明显划痕;



图C.6 V型缺口冲击试样
2试样应采用机械加工或磨削方法制备,应防止加工表面的应变硬化或材料过热;
3 试样缺口按试验要求可分别在焊缝及热影响区,试样的缺口轴线应当垂直焊缝表面、取样位置见图C.7所示;


(b)
(a)热影蟮l区冲击试样位置;(b)焊缝区冲击试样位置图C.7冲击试样切取位置
注1:当 ≤60mm时,
≤60mm时,  =lmm~2mm;当
=lmm~2mm;当 >60mm时,
>60mm时,  =T/。,
=T/。,
注2:双面焊时, 从后焊面的钢材表面测量。
从后焊面的钢材表面测量。
4 试样缺口处若发现有肉眼可见的气孔、夹渣等缺陷时,
则不能用该试样进行试验。
C.3 力学性能试验方法和合格标准
C.3.1 拉伸试验
1 拉伸试验按GB/T228的规定进行。
2试样母材为同种钢号时,每个试样的抗拉强度应不低子
母材钢号标准规定值的下限口
3试样母材为两种钢号时,每个试样的抗拉强度不应低于
两种钢号标准规定值下限的较低值。
C.3.2弯曲试验
l弯曲试验按GBlT232的规定进行。
2试样的焊缝中心应对准弯心轴线。侧弯试验时,若试样
表面存在缺陷,则以缺陷较严重一侧作为拉伸面。
3 弯曲试样按表C.1规定的角度进行弯曲,其拉伸面上沿任何方向不得有单条长度大于3mm的裂纹或缺陷,试样的棱角开裂一般不计,但由夹渣或其他焊接缺陷引起的棱角开裂长度应计入。
表C.1 弯曲试验尺寸的规定
|
试件厚度S mm |
弯心直径D mm |
支座间距离 mm |
弯曲角度 |
|
<10 |
4S |
6S+3 |
180 |
|
10 |
40 |
63 | |
|
注l:村垫焊接接头弯曲角度按双面焊规定; 注2:异种钢接头弯曲角度按低塑性一侧钢种的规定。 | |||

C.3.3 冲击试验
1 冲击试验按GB/T229的规定进行;
2每个区3个试样为一组的常温冲击吸收功平均值应符合图样或相关技术文件规定,且不得小于27J,且至多允许有一个试样的冲击功低于规定值,但不低于规定值的70~6a
C.4 角焊缝试件制备
C.4.1 角形焊缝试件尺寸及试样见图C.8及表C.20


金相试样
图C.8角形焊缝试件及试样(单位:mm)
DL/T 5018 - 2004
表C.2角形焊缝试件厚度组成mm
|
翼板厚度 |
腹板厚度 |
|
≤3 |
|
|
>3 |
≤ |



 ,但不小于3
,但不小于3
C.4.2 板材组合焊缝试件尺寸及试样见图C.9及表C.3口

图C.9板件组合焊缝试件及试样(单位:mm)
表C.3板材组合焊缱试件厚度组成mm
|
翼板厚度焉 |
腹板厚度区 |
适用于焊件母材厚度的有效范围 |
|
<20 |
≤ |
翼板和腹板厚度均小于20 |
|
≥20 |
≤ |
翼板和腹板的厚度中任一或全部不小于20 |

 且≥20
且≥20
C.4.3 角焊缝及板材组合焊缝的评定试件焊完后,需经外观检查和磁粉渗透探伤。合格后,将试件二端各弃去25mm后五等分切开,如图C.8、图C.9所示口
l 角焊缝合格标准:焊缝金属和热影响区不得有裂纹、未熔合;
2板材组合焊缝合格标准:焊缝金属和热影响区不得有裂纹、未熔合,焊缝根部焊透程度应符合4.4.9的规定。
DL/T 5018 _- 2004
附 录D
(资料性附录)
焊接工艺指导书和焊接工艺评定报告推荐格式
表D.1 焊接工艺指导书推荐格式
|
单位名称:_________ 焊接工艺指导书编号:______ 日期:______ 焊接工艺评定报告编号:_____ 焊接方法:_____________机械化程度(手工、半自动、自动)______________ | |||||||||||
|
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:_______________________ 村垫(材料及规格):_________________________ 其它:____________________ | |||||||||||
|
母材: 类别号_____组别号_______与类别号______组别号___________相焊及 标准号______钢号________与标准号________钢号___________相焊 厚度范围; 母材:对接焊缝_______________________角焊缝______________________ 焊缝金属厚度范围:对接焊缝______________角焊缝_________________ 其它:____________________ | |||||||||||
|
焊接材料: 焊条牌号_________焊条规格________型号_________钨极型号规格___________ 焊丝牌号_________焊丝规格________型号________焊剂牌号______________ 焊条烘干参数_________________焊剂烘干参数____________________ 保护气体______________流量_____________其他_________________ 焊材标准____________________ 填充金属尺寸_____________________ | |||||||||||
|
焊缝(焊丝)熔敷金属化学成分(%) | |||||||||||
|
焊材牌号 |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
V |
Ti |
Nb |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
焊接位置: 对接焊缝位置__________________ 焊接方向____________________ 角焊缝位置____________________________ | |||||||||||
DL/T5018 - 2004
表D.1(续)
|
预热、层间、后热温度: 预热温度(允许最低值)____________________ ℃保持预热时间____________________________min 层间温度(允许最高值)____________________ ℃加热力式__________________________ 后热温度_____________________________ ℃ 后热保温时间_____________________________min 焊后消除应力热处理: 温度范围 __________________________ ℃保温时间:__________________________________min 电特性: 电流种类:__________________________ 极性:______________________________ 焊接电流范围 _______________________ A 电弧电压 ______________________________ V | |||||||||||||||||||
|
焊接工艺规范参数要求: (按所焊位置和厚度分别列出电流和电压范围,记入下表) | |||||||||||||||||||
|
|
|
焊条(丝) |
焊接电流 |
电弧 |
焊接 |
保护气体 |
焊接线 | ||||||||||||
|
焊接 层次
|
焊接 方法
|
牌号
|
直径
|
极性
|
电流
A |
电压 V
|
速度 cm/min
|
种类
|
流量
L/min |
能量 kj/cm
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
操作技术要求: 摆动焊或不摆动焊______________________ 摆动参数___________________________________ 喷嘴直径 ________________________ 导电嘴至工件距离_____________________________ 焊前清理 _______________________ 层间清根_______________________ ’ 清根方式 _______________________ 清根要求_______________________ 单道焊或多道焊_______________________ 其 他_______________________ | |||||||||||||||||||
|
对焊接接头的基本要求: 1.外观检验 检验评定标准_______________________ 2.无损检验 检验方式 _______________________ 检验评定标准_______________________ 3.力学性能 | |||||||||||||||||||
|
抗拉强度 |
屈服强度 |
弯曲角度 |
冲击试验 | ||||||||||||||||
|
MPa |
MPa |
(o ) |
缺口类型 |
缺口位置 |
试验温度℃ | ||||||||||||||
|
|
|
|
|
|
| ||||||||||||||
|
4.其他检验 | |||||||||||||||||||
|
编制 |
|
日期 |
|
审核 |
|
日期 |
|
批准 |
|
日期 |
| ||||||||



DL/T 5018― 2004
表D.2(续)
|
焊接工艺参数 | ||||||||||||||||
|
|
|
焊条(丝) |
焊接电流 |
|
|
保护气体 |
焊接 | |||||||||
|
焊接 层次
|
焊接 方法
|
牌号
|
直径 mm |
极性
|
电流 A |
电弧 电压 V
|
焊接速 度 cm/min
|
种类
|
流量
L/min |
线能 量
kj/cm | ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
操作技术: | ||||||||||||||||
|
外观检验结论: | ||||||||||||||||
|
试样编号 |
外观发现缺陷情况 |
评定结果 | ||||||||||||||
|
|
|
| ||||||||||||||
|
|
|
| ||||||||||||||
|
|
|
| ||||||||||||||
|
|
|
| ||||||||||||||
|
检验单位 |
|
检验报告编号 |
| |||||||||||||
|
无损探伤结论: | ||||||||||||||||
|
|
|
|
|
|
金相宏观 |
接头硬度 | ||||||||||
|
试样编号
|
探伤方法
|
焊接缺陷
|
评定等级
|
评定结果
|
检查 |
母材 |
焊缝 | |||||||||
|
|
|
|
|
|
|
|
| |||||||||
|
检验单位 |
|
检验报告编号 |
| |||||||||||||
表D.2(续)
|
拉伸试验 试验报告编号___________________ | |||||||||||||||||||||||
|
试样编号 |
试样类型 mm |
试样厚度 mm |
横截面积 mm2 |
断裂负荷 kN |
抗拉强度 MPa |
断裂部位和特征 | |||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||
|
弯曲试验 试验报告编号___________________ | |||||||||||||||||||||||
|
试样编号 |
试样类型
|
试样厚度 mm |
弯心直径 mm |
弯曲度数 |
试验结果 | ||||||||||||||||||
|
|
|
|
|
|
| ||||||||||||||||||
|
冲击试验 试验报告编号___________________ | |||||||||||||||||||||||
|
试样编号 |
试样尺寸 |
缺口类型 |
缺口位置 |
试验温度
|
冲击吸收功J |
备注 | |||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||
|
硬度试验结果(HB) 试验报告编号___________________ | |||||||||||||||||||||||
|
焊缝 |
热影响区 |
母材 | |||||||||||||||||||||
|
金相试验结果 试验报告编号___________________ | |||||||||||||||||||||||
|
宏观 |
微观 |
其它检验 | |||||||||||||||||||||
|
其他检验项目结论:
| |||||||||||||||||||||||
|
| |||||||||||||||||||||||
|
焊工姓名 |
|
焊工代号 |
|
施焊日期 |
| ||||||||||||||||||
|
编制 |
|
日期 |
|
审核 |
|
日期 |
|
批准 |
|
日期 |
| ||||||||||||
|
第三检验
|
| ||||||||||||||||||||||
 C
C

附录E
(资料性附录)
高强度螺栓连接面无机富锌漆配方
1.5%海藻酸钠溶液 3~4份
锌粉(320目) 21份
水玻璃(模数3.1) 4份
防风化剂 4.2份
摩擦剂 0.7份
氯化镁固化剂溶液(浓度28%)
注l:海藻酸钠液配方――-将工业用海藻酸钠lg加入100g水中,稍加热搅拌使其溶解,再加入1/10水杨酸酒精溶液lg,搅拌均匀后静置12h,待溶液均匀后即可使用;
注2:无机富锌漆涂刷后经数小时待其充分干燥(用手指甲刮,出现
金属光泽),再刷氯化镁固化溶液;
注3:氯化镁溶液是将28g氯化镁溶解于72g水中,用相对密度计加
减水调整其相对密度至1.116即成:
注4:无机富锌漆含锌量较高,易于沉淀,使用时要经常搅拌,无机
富锌漆的涂层厚度为100  m~200
m~200 m。
m。
DL/T 5018― 2004
附录F
(规范性附录)
高强度螺栓抗滑移系数和紧固力矩检测
F.1 高强度螺栓摩擦面抗滑移系数检测规定
F.1.1 抗滑移系数试验用的试件应由制造厂加工,试件与所代表的钢结构部件应为同一材质、同批制作、采用同一摩擦面处理工艺,使用同一性能等级,同一直径的高强度螺栓连接副。
F.1.2 抗滑移系数试验应采用双摩擦面的二栓拼接的拉力试件。
F.1.3 抗滑移系数p按公式(F.1)计算:
 (F.1)
(F.1)
式中:
 ――由试验测得的滑动荷载(kN);
――由试验测得的滑动荷载(kN);
 ――传力摩擦面板,取
――传力摩擦面板,取 =2;
=2;
 ――与试件滑动荷载一侧对应的高强度螺栓预拉力实测值之和(kN)。
――与试件滑动荷载一侧对应的高强度螺栓预拉力实测值之和(kN)。
F.1.4 现场处理的连接部件摩擦面,抗滑移系数应按F.1.2和
F.1.3规定进行检测,并应符合设计要求。
F.2高强度螺栓紧固力矩检测规定
高强度螺栓规定的紧固力及紧固力矩计算见表F.10
表F.1 高强度螺栓规定的紧固力及紧固力矩表
|
公称直径d |
高强螺辁平 |
施工预拉力 kN |
施工扭矩 N.m | ||
|
mm |
均扭矩系数 |
螺栓性能等级 |
螺栓性能等级 | ||
|
8.8S. |
10.9S |
8.8S |
10.9S | ||
|
M12 |
0.130 |
45.0 |
60.0 |
70.2 |
93.6 |
|
M16 |
0.130 |
75.0 |
110+0 |
156.0 |
228.8 |
|
M20 |
0.130 |
120.0 |
170.0 |
312.0 |
442.O |
|
M22 |
0,130 |
150.0 |
210.0 |
429.0 |
600.6 |
|
M24 |
0.130 |
170.0 |
250.0 |
530.4 |
780.0 |
|
M27 |
0.130 |
225.0 |
320.0 |
789.8 |
1123.2 |
|
M30 |
0.130 |
275.0 |
390.O |
1072.5 |
1521.0 |
|
注1:高强度大六角头螺栓的初拧扭矩宜为终拧施工扭矩的50%: 注2:大六角头高强度螺栓施工扭矩可由公式(F.2)计算确定: 式中: Tc一施工扭矩(N.m): k-―一高强度螺栓连接副的扭矩系数平均值应在0 .110~0.150范围内,其标准偏差 应小于0.010; Pc一高强螺栓施工预拉力(kN); d-高强度螺栓直径(mm)。 注3:大六角头高强度螺栓检查扭矩可由公式(F.3)计算确定: 式中: P一高强度螺栓设计预拉力( Pc-l.lP)。 | |||||


 (F.2)
(F.2) (F.3)
(F.3) ―-检查扭矩(N.m),将已拧紧的高强度螺栓副抽查10%,将螺母松开约60
―-检查扭矩(N.m),将已拧紧的高强度螺栓副抽查10%,将螺母松开约60 .再重新拧紧,此时测得的扭矩应在0.9
.再重新拧紧,此时测得的扭矩应在0.9 ~1.1
~1.1 范围内;
范围内;
DL/T 5018 - 2004
附 录 G
(规范性附录)
涂装前钢材表面除锈等级
GB/T 8923-88标准中订有四个除锈等级,其规定如下:
Sal 轻度的喷射或抛射除锈
钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。参见照片BSal、Csal和DSal。
Sa2 彻底的喷射或抛射除锈
钢材表面应无可见的油脂和油污,并且氧化皮、铁锈和油漆涂层等附着物已基本消除,其残留物应是牢固附着的。参见照片BSa2、CSa2和DSa2 0
Sa2 非常彻底的喷射或抛射除锈
非常彻底的喷射或抛射除锈
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。参见照片ASa2 、BSa2
、BSa2 、CSa2
、CSa2 和DSa2
和DSa2 。
。
Sa3使钢材表观洁净的喷射或抛射除锈
钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。参见照片ASa3、BSa3、CSa3和DSa3。
注l:照片见GB 8923-1988。
DL/T 5018 - 2004
2862

下载说明:
1.请先分享,再下载
2.直接单击下载地址,不要使用“目标另存为”
3.压缩文件请先解压
4.PDF文件,请用PDF专用软件打开查看
5.如果资料不能下载,请联系本站
相关国家标准
- DL 5017-93 压力钢管制造安装及验收规范
- DL/T50142010330kV~750kV变电站无功补偿装置设计技术规定
- DL T 704 1999 变压器油、汽轮机油中T501抗氧化剂含量测定法液相色谱法
- DL T5019 1994 水利水电工程启闭机制造、安装及验收规范
- DL T5018 2004水利水电工程钢闸门制造安装及验收规范 6
- DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 5
- DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 4
- DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 3
- DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 2
- DL T5018 2004 水利水电工程钢闸门制造安装及验收规范 1